
Плоские овальные трубкиплоские овальные в поперечном сечении (длинная ось 80-200 мм, короткая ось 30-80 мм), а такие проблемы, как асимметрия поперечного сечения и чрезмерные заусенцы, склонны возникать при разрезании прямых углов. Профессиональные процессы и инструменты необходимы для достижения точной обработки для обеспечения качества последующей сварки или сборки.
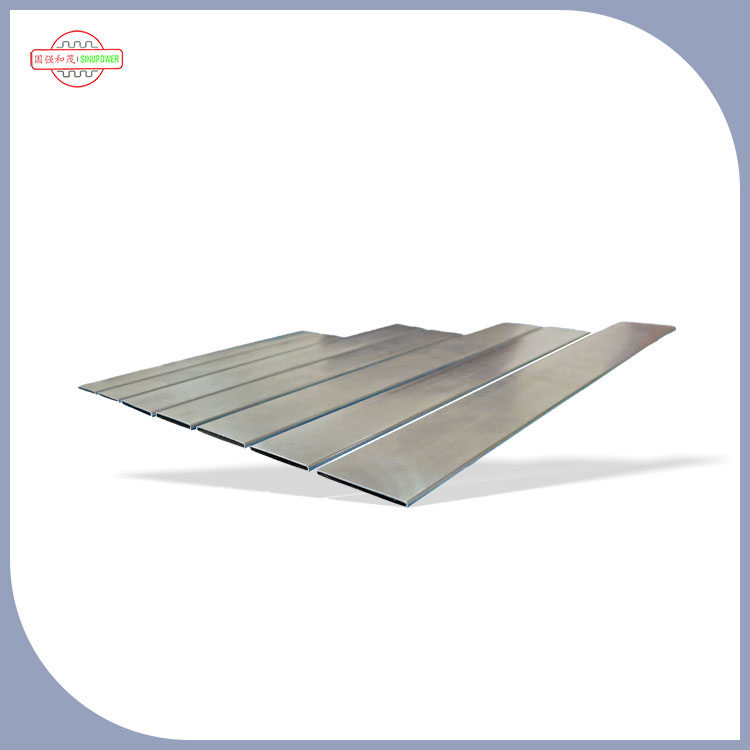
Сложность резки сосредоточена на характеристиках поперечного сечения. Асимметричная структура плоских овальных трубок затрудняет обеспечение точности правого угла традиционного метода с одним размером. Если отклонение угла нарезки превышает 1 °, зазор склада будет превышать 0,5 мм, что влияет на прочность сварки. Кроме того, когда толщина стенки трубки (обычно 2-5 мм) неровная, локальные перегрева и деформация склонны. Особенно при обработке материалов из нержавеющей стали высокая температура приведет к формированию оксидной шкалы, увеличивая последующую стоимость шлифования.
Выбор инструмента должен соответствовать материалу и спецификациям. Для плоских овальных труб с низкоуглеродистой плоские овальные трубки рекомендуется резка плазма (ток 80-120A), с скоростью разрезания 10-15 мм/с, и ошибка вертикальности секции может контролироваться в пределах 0,3 мм/м; Для материалов из нержавеющей стали предпочтительнее лазерной резки (мощность 500-1000 Вт), которая реализует бесконтактную обработку с помощью высокоэнергетических световых пучков, передаваемых оптическим волокном, с затронутой тепловой зоной <0,1 мм, чтобы избежать межгранулярной коррозии. Трубостенные трубки (толщина <3 мм) могут использовать режущую провод с ЧПУ с точностью ± 0,01 мм, что подходит для обработки точных компонентов.
Процесс работы фокусируется на позиционировании и настройке параметров. Перед резьбой фитинги трубы должны быть фиксированы с помощью приспособлений, чтобы гарантировать, что линия режущей линии перпендикулярна оси (отклонение ≤0,5 °), а сила зажима приспособления контролируется при 5-10 МПа для предотвращения деформации; Во время резки плазмы сопло содержится на расстоянии 3-5 мм от стенки трубы, а давление газа (воздух или азот) устанавливается на 0,6-0,8 МПа, чтобы избежать дивергенции дуги; Лазерная резка должна регулировать положение фокусировки в зависимости от толщины стенки, а фокус толстостенных труб регулируется до 1/3 стенки трубы для улучшения проникновения резки.
Последующая обработка влияет на конечное качество. После резки угловой шлифовальной машины (с шлифовальным рулем с 120 грифом) требуется удаление заусенцев, чтобы сделать шероховатость поперечного сечения RA≤12,5 мкм; Трубы из нержавеющей стали должны быть пассивированы (погружены в раствор азотной кислоты в течение 10-15 минут), чтобы предотвратить ржавчину на разрезе. Для сцен с высокими требованиями к точности (например, в сборе выхлопных труб автомобильной трубы) необходимо обнаружить правое угловое отклонение с помощью трехкоординационного измерительного прибора, чтобы обеспечить соответствие стандарту допуска ± 0,1 °.
Резка прямых углов на fлат -овальные трубкитребует рассмотрения как производительности оборудования, так и деталей процесса. Посредством точного позиционирования, оптимизации параметров и последующей обработки, можно достичь гладкого поперечного сечения и точного эффекта обработки угла, обеспечивая базовую гарантию для уплотнения и прочности конструкции трубопровода.