
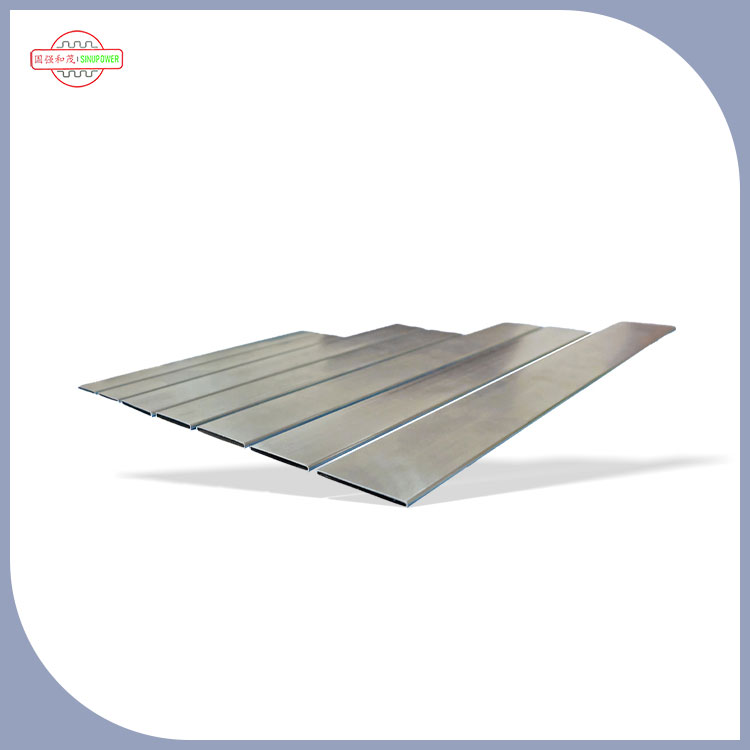
Синупауэр исследует, какПрямоугольные трубыповедение во время процессов резки, сверления и сварки в современных производственных условиях, где геометрия и реакция материала напрямую влияют на точность и надежность конструкции в последующих приложениях.
В производственных цехах прямоугольные полые профили часто рассматриваются как простые конструктивные элементы, но на самом деле все сложнее. Их плоские поверхности, острые углы и переменная толщина стенок создают уникальные проблемы по сравнению с круглыми профилями. Each stage—cutting, drilling, and welding—requires careful control of stress, heat, and deformation to maintain dimensional accuracy and functional stability.
Прямоугольные трубы широко используются в системах, где важны экономия пространства и распределение нагрузки. Однако их геометрия создает неравномерные точки концентрации напряжений, особенно в углах.
В отличие от круглых труб, где силы распределяются равномерно по кривизне, прямоугольные профили концентрируют напряжение по краям. This characteristic becomes especially important during fabrication processes, where mechanical force and thermal input can alter structural integrity if not properly controlled.
Прямоугольная форма создает три ключевых инженерных эффекта:
- Усиление углового напряжения
- Неравномерное распределение тепла во время сварки.
- Жесткость, зависящая от направления
Эти эффекты влияют на то, как планируется и выполняется каждый этап производства.
Резка — это первый шаг, на котором прямоугольные трубы начинают проявлять поведение, зависящее от геометрии. Независимо от того, используете ли вы механические пилы, абразивные системы или методы термической резки, материал по-разному реагирует на плоских поверхностях, а не на углах.
При механической резке:
- Плоские поверхности обеспечивают стабильный контакт лезвия
- Углы имеют тенденцию генерировать всплески вибрации.
- Образование заусенцев более вероятно на выходе из кромки.
Жесткость прямоугольных секций означает, что силы резания поглощаются неравномерно, что требует контролируемой скорости подачи во избежание искажений.
При использовании термических методов локальный нагрев приводит к появлению различий в расширении поперек стенки трубы. Because rectangular geometry has multiple thermal pathways, heat dissipates unevenly, sometimes causing slight warping if cooling is not balanced.
Сверление демонстрирует одно из наиболее интересных взаимодействий между силой инструмента и геометрией материала. Плоские лицаПрямоугольные трубыобеспечивают стабильный вход инструмента, но распределение внутренних напряжений меняется по мере проникновения сверла.
Во время бурения:
- Первоначальный контакт стабилен благодаря опоре на плоскую поверхность.
- Середина проникновения создает зоны скопления стружки
- Фаза выхода часто создает риск деформации
Выходная сторона особенно чувствительна, поскольку снижается поддержка материала, что приводит к потенциальному образованию заусенцев или небольшой овализации отверстий.
По мере продвижения сверла напряжение перераспределяется вдоль стенок трубы. Углы могут либо поглощать, либо отражать нагрузку в зависимости от толщины и состава материала. Это делает стабильность сверления зависимой как от контроля подачи, так и от стратегии охлаждения.
Сварка — это то место, где прямоугольные трубы проявляют наиболее сложную физическую реакцию. Сочетание подвода тепла и геометрических ограничений приводит к локализованному расширению, сжатию и образованию остаточного напряжения.
В отличие от круглых профилей, которые обеспечивают более плавное распространение тепла, прямоугольные профили концентрируют тепловую энергию вдоль сварных швов и углов. This creates:
- Неравномерная скорость охлаждения
- Локализованное искажение вблизи суставов
- Накопление остаточного напряжения по краям
По мере остывания сварной области силы сжатия неравномерно тянутся по плоским панелям. Это может привести к небольшому прогибу или угловому искажению, если не сбалансировать его с помощью контролируемой последовательности.
| Этап процесса | Основная задача | Поведение прямоугольной трубы | Контроль фокуса |
| Резка | Краевая вибрация | Концентрация напряжений в углах | Стабильность подачи |
| Бурение | Выход из деформации | Неравномерное снятие стресса | Поддержка и охлаждение |
| Сварка | Термическое искажение | Угловое накопление тепла | Тепловой баланс |
| Постобработка | Коррекция размеров | Релаксация остаточного стресса | Контроль выравнивания |
Это сравнение показывает, как на каждом этапе возникают различные механические и температурные реакции, которыми необходимо управлять независимо.
Поведение прямоугольных труб зависит не только от геометрии, но и от материала. Алюминий, медные сплавы и конструкции на основе стали по-разному реагируют на механические и термические воздействия.
Профили на основе алюминия:
- Высокая теплопроводность
- Более быстрый отвод тепла во время сварки.
- Более склонен к локальной деформации при перегреве
Стальные профили:
- Повышенная жесткость конструкции
- Медленная диффузия тепла
- Повышенная устойчивость к деформации, вызванной сверлением.
Выбор материала влияет на то, насколько агрессивно может быть выполнен каждый этап изготовления без ущерба для структурной стабильности.
Качество поверхности после резки является важнейшим показателем производственного контроля. Прямоугольная геометрия обеспечивает уникальное поведение поверхности:
- Плоские поверхности обеспечивают более плавные линии разреза.
- В углах часто имеются микросколы.
- Образование заусенцев имеет тенденцию концентрироваться на выходных кромках.
Поддержание постоянного качества кромки требует балансировки остроты инструмента, скорости подачи и контроля вибрации.
В высокоточных приложениях вторичная обработка часто используется для стабилизации геометрии кромки перед последующими этапами изготовления.
Одной из ключевых проблем при изготовлении прямоугольных труб является поддержание совмещения отверстий на плоских поверхностях.
Факторы, влияющие на точность:
- Изменение толщины стенки трубы
- Отклонение инструмента под нагрузкой
- Нагрев во время непрерывного сверления
Несоосность более вероятна, когда несколько отверстий просверлены последовательно без возможности термического восстановления материала.
Стратегия сварки играет решающую роль в минимизации искажений. Поскольку прямоугольная геометрия ограничивает естественные пути расширения, тепло должно распределяться в контролируемых последовательностях.
Общие подходы к стабилизации:
- Переменное направление сварки
- Короткие сегментированные сварочные проходы
- Контролируемые интервалы охлаждения
Эти методы уменьшают накопление остаточных напряжений вдоль длинных кромок.
Во время изготовления прямоугольные трубы могут испытывать три основных типа искажений:
- Угловая деформация в углах
- Искривление плоской поверхности из-за теплового сжатия.
- Крутильное скручивание из-за неравномерной последовательности сварки.
Каждый тип связан с различным этапом изготовления и требует целенаправленных методов коррекции.
Ключевым моментом современной обработки является то, что резка, сверление и сварка не являются независимыми этапами. Каждый этап влияет на следующий.
Например:
- Микронапряжения, вызванные резанием, могут усилить отклонение при сверлении.
- Нагрев при сверлении может повлиять на стабильность сварки.
- Сварочные искажения могут повлиять на окончательную точность размеров.
Такое взаимосвязанное поведение делает планирование процессов необходимым, а не необязательным.
С инженерной точки зрения прямоугольные трубы во время изготовления ведут себя как системы с ограниченной энергией. Механическая сила, тепловая нагрузка и геометрия конструкции постоянно взаимодействуют.
Вместо того, чтобы рассматривать каждый процесс изолированно, современные подходы к производству сосредотачиваются на:
- Картирование напряжений в трубчатой конструкции.
- Прогнозирование теплового потока во время сварки
- Контроль вибрации во время резки и сверления
Это интегрированное представление помогает уменьшить совокупную деформацию на разных этапах.
Прямоугольные профили обычно используются в системах, требующих компактной структурной поддержки и направленного распределения нагрузки, таких как:
- Теплообменные узлы
- Структурные каркасные системы
- Закрытые каналы для жидкости
- Модульные механические опоры
В таких условиях точность изготовления напрямую влияет на стабильность и долгосрочную работу системы.
Поведение прямоугольных труб во время резки, сверления и сварки определяется взаимодействием геометрии, свойств материала и энергии процесса. На каждом этапе возникают различные механические и термические проблемы, которые необходимо решать для поддержания структурной целостности и постоянства размеров.
В этих рамкахТеплопередающие трубки Sinupower Changshu Ltd.продолжает изучать динамику производстваПрямоугольные трубыв рамках более широких исследований в области прецизионной обработки труб и разработки компонентов теплопередачи.